製備方法
鋰離子二次電池製造的過程,大體而言可分為1.正負極漿料塗布2.電池組裝及3.化成及分容三個階段,每一階段工序的控制程度對於鋰電池整體效能及壽命均有極大的影響。
正負極漿料塗布
漿料攪拌
在需要嚴格控制溫濕度的環境下,將正極與負極材料、助黏劑、活物及添加劑充分混合攪拌均勻,環境的溫度、濕度以及分散的均勻度均會嚴重影響電池的壽命與效能。
塗布烘烤
藉由精密控制塗布厚度的塗被設備,將正負極漿料均勻塗布於極板的基材上(正極為鋁箔、負極為銅箔),並經由特定溫度烘烤,將正負極材料乾燥附著於極板上。此時期可由控制材料塗布的厚度,決定電池的基本電容量。
輾壓
經由一定壓力的滾壓設備將乾燥後的正負極極板輾壓,去除多餘孔隙使正負極材料更緻密的附著於極板上。
極片裁切
各類型電池有不同形狀及體積的需求,經由需求電容量的計算獲得所需要的正負極極片大小,以特定規格的刀模裁切成型,為電池的組裝成型做好極片準備。
電池組裝
疊片與捲繞
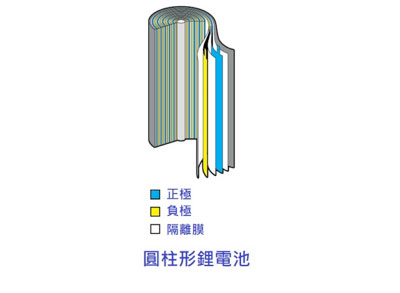
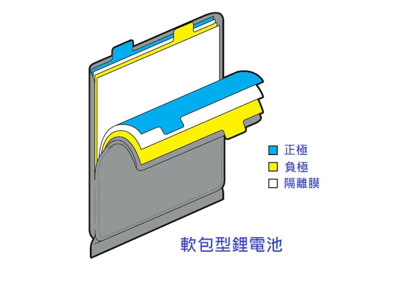
依照所需鋰電池的形狀(圓柱型、方形或高分子軟包),進行正負極極片的組合。一般有捲繞式(圓柱型、方型)、疊片式(高分子軟包)兩種。捲繞式是將組合材料以正極極片、隔離膜、負極極片堆疊後捲繞成型,外部覆以金屬殼件做為保護。疊片式則是以同尺寸多極片的正極負極交互疊合,正負極間為隔離膜隔離,以組合方式達到所需求的電容量。
極耳焊接
上述疊合方式完成後,以極耳採超聲波焊接方式分別將正極與負極導出,作為電池的正極與負極。
電池封裝與電解液灌注
在此步驟之前,材料均為乾燥狀態,沒有電解質尚未產生電動勢。經過滴入適量的電解液浸潤正負極片及隔離膜後,將產生基礎電位差。藉由真空抽氣及電池封口後,此時鋰電池已產生基礎的化學電動勢。在此一階段完成後,封裝好的鋰電池需靜置一段時間,以求得更好的化成效果。
化成及分容
鋰電池化成
鋰電池封裝完成後,需先通過一定的充放電方式將其內部正負極物質活化,改善電池的充放電性能及自放電、儲存等綜合性能的過程稱為化成。
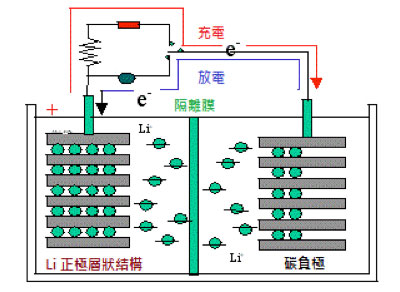
在鋰電池進行第一次充電過程中,Li+從正極活物質中脫出,經過電解液-隔膜-電解液後,嵌入負極石墨材料層間。在此過程中,電子沿著外圍電路從正極遷移到負極。此時,由於鋰離子嵌入石墨負極電位較低電子會先與電解液反應生成SEI膜和部分氣體。
經過預化成後,石墨負極會形成一定的SEI膜,可阻絕電子與電解液反應產生氣體。但此時膜結構緊密且孔隙小,接下來將電池在高溫下進行老化,有助於SEI結構重組形成寬鬆多孔的膜,進而穩定鋰電池的充放電性能。
分容
經過了化成階段,鋰電池的電池性能較為穩定後,藉由特定的充放電設備以固定的程式對鋰電池進行充放電循環以檢測電池的各項性能表現,將符合標準的鋰電池篩選出來,並將相近級距品質的鋰電池進行分組,以利後續在需求產品上的各項應用。
 鋰電池及封裝應用
鋰電池及封裝應用